|

产品特点 |
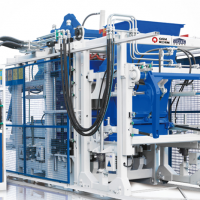
策尼特1500型自动砌块成型机基本配置(使用钢托板) 包括:A、高强度焊接框架结构B、模框与压头安装于同步导向轴上(Ø 100 mm)C、3根可调节的支持柱D、4根用于升降底料和面料布料装置的起重丝杠E、其他各类零部件送板装置: 送板装置采用节距式轨道,由液压驱动,将托板送入主机中。该系统由液压比例阀和电子行程开关控制。模框约束装置:模框架为坚固的、无张紧应力的焊接结构。模框架侧面通过螺栓固定有高度耐磨塑料配件。模框则不使用螺栓固定在模架上。模框是通过气囊固定的。气囊的压力可持续调节以达到一个短暂的协振时间,从而延长了模框的使用寿命。带有直流制动器的上压头振动器有利于提高混凝土制品表面质量,并有助于脱模,上压头振动由两个振动器组成,振动器安装在压头架上,两个振 动器可分别调节其激振力,以适应不同产品的需要。振动器品牌: 欧力(OLI), 2x1.57 kW激光料位探针用以检测料斗里面的料位品牌: LEUZE模具和压头编码器非接触测量位移 底料布料框的框架底料布料框安装于主机的机架上包括:A、框架结构B、布料框是液压同步驱动的C、 布料框表面采用刚强度耐磨材料“超动态”伺服振动–由变频控制的伺服电机驱动包括:A、振动台使用焊接结构,并配有橡胶缓冲与可调节气压的气囊,以减少振动对机械的冲击B、4 个振动器框架C、4 根带弹性联轴器的电机轴D、4 台西门子伺服变频电机, 4x5.8kW,振动最大峰值可达200kN 策尼特1500主机的气动集中控制系统所有的砌块成型机主机上都安装有气动系统模块;空压机由客户自备;气动快速更换压头在脱模的时候,内置的压头锁杆可以直接锁定压头,是压头脱离模框。压头同时能保持机械同步运动。砌块成型机的液压组件包括液压阀块、单向阀和其他液压组件和管路,用于主机的液压工作。带集成电路的比例阀则用于控制布料框、模框、压头、以及送板机的运动。布料框的编码器 - 底料包括:旋转脉冲发射器等.砌块成型机的1号布料框(底料)布料框前后分别安装有独立的气动刮刀。布料框的运动由液压比例阀控制。搅拌器水平来回运动布料。砌块成型机1号料斗(底料)A、带有液压控制的料仓隔板B、布料容量: 1200 l
|